aquatherm elektrokarmantyú szerelése
Kötés technika
Az aquatherm – elektrokarmantyú hegesztőkészülék kizárólag 20 és 250 mm közötti méretűaquatherm green pipe – elektrokarmantyúk (cikksz. 17208 – 17238) hegesztésére szolgál.
Műszaki adatok:
Hálózati feszültség: 230 V (Névleges feszültség)
Névleges teljesítmény: 2.800 VA, 80 % ED
Névleges frekvencia: 50 Hz – 60 Hz
Védettség: IP 54
Elektrokarmantyú hegesztőgép ( HST 300)

1. Általános leírás és vizsgálatok
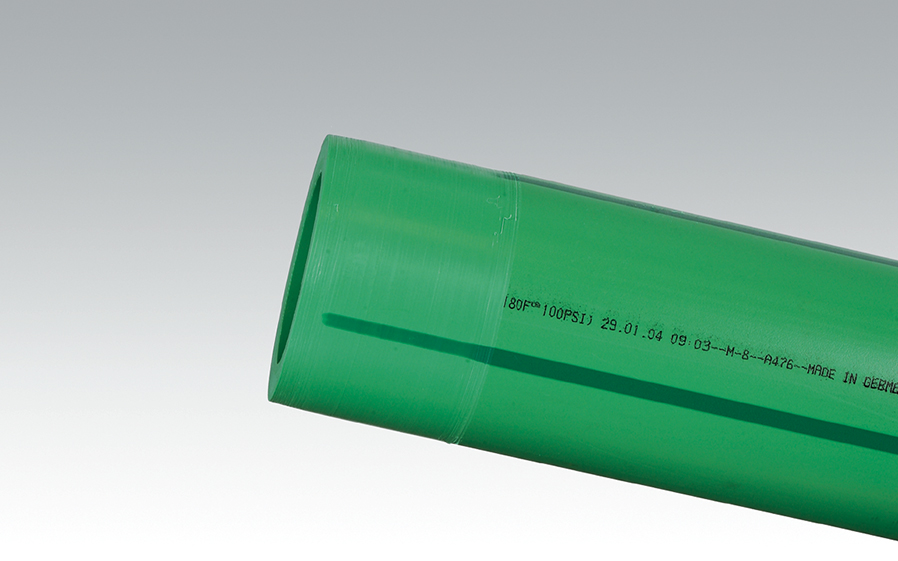
A helyes kezelés mellett a tisztaság a legfontosabb követelmény egy jól sikerült hegesztés elvégzéséhez. A karmantyúk teljesen tisztán tartása érdekében egészen a felhasználásig tartsuk a gyári csomagolásban. A cső felületének szintén sérülésmentesnek kell lennie, a nem teljesen sík csővégeket egyenesre kell vágni.
A hegesztendő csőszakasznak és a hegesztőgép hőmérséklet érzékelőjének azonos hőmérsékleten (a DVS 2207 szerinti + 5° C és 40° C között ) kell lennie, elképzelhető, hogy pl. napsugárzás, vagy helytelen tárolás következtében jelentős a hőmérséklet különbség.
2. Előkészítő műveletek:
A munkafolyamatok sorrendjét szigorúan be kell tartani!
- A csővéget megfelelő szögben levágni és sorjátlanítani.(az elővágott végeket ellenőrízni ).
- A csővégeket a megfelelő hosszban megtisztítani és megszárítani.
- Az aquatherm elektrokarmantyú betolási mélységét feljelölni a csőre.
- A cső felületét a feljelölt betolási mélységig egyenletesen legyalulni ( a megfelelő csőátmérőhöz kiválasztott aquatherm csőhegyezőszerszámmal)
- Újra, alaposan tisztítani. A felület gondos hámozása nélkûl nem várható egy homogén és tömör hegesztés
Elektrokarmantyú

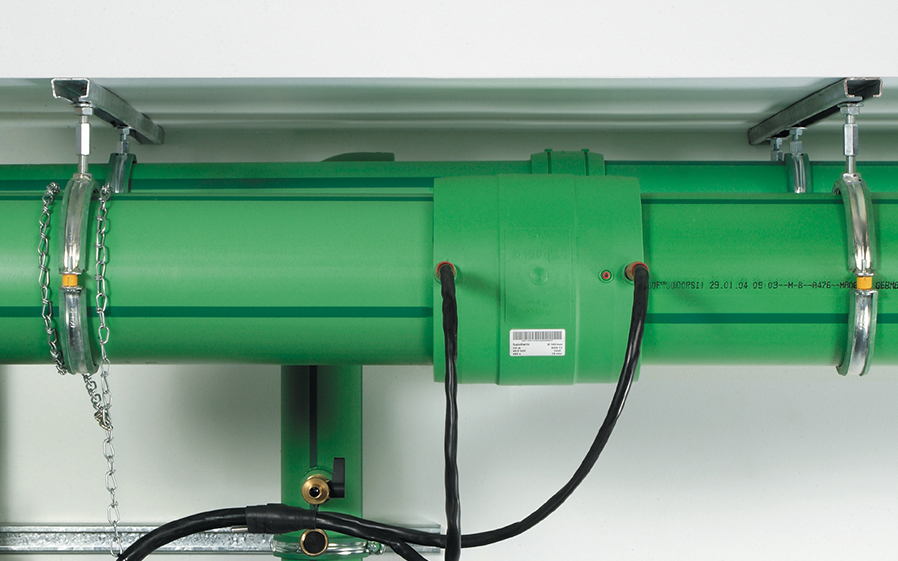
3. Az elektrokarmantyú szerelése
Különösen óvni kell a szennyezõdéstől és óvatosan kell mozgatni.
- Az elektrokarmantyú védőfóliáját az egyik homlokoldalán fel kell bontani ( késsel a furatperem mentén felvágni ), úgy, hogy a csomagolás maradéka továbbra is körülvegye az idomot. A karmantyú belső felét gondosan megtisztítani, a csomagolás felbontása után 30 percen
belűl szerelni - Az elektrokarmantyút a száraz, tiszta csővégre egészen a jelölt betolási mélységig felcsúsztatni. Szükség esetén körkörös mozdulatokkal feltolni
- A védőcsomagolást teljesen eltávolítani és a második hántolt, tiszta, száraz csővéget ütközésig betolni a elektrokarmantyúba.
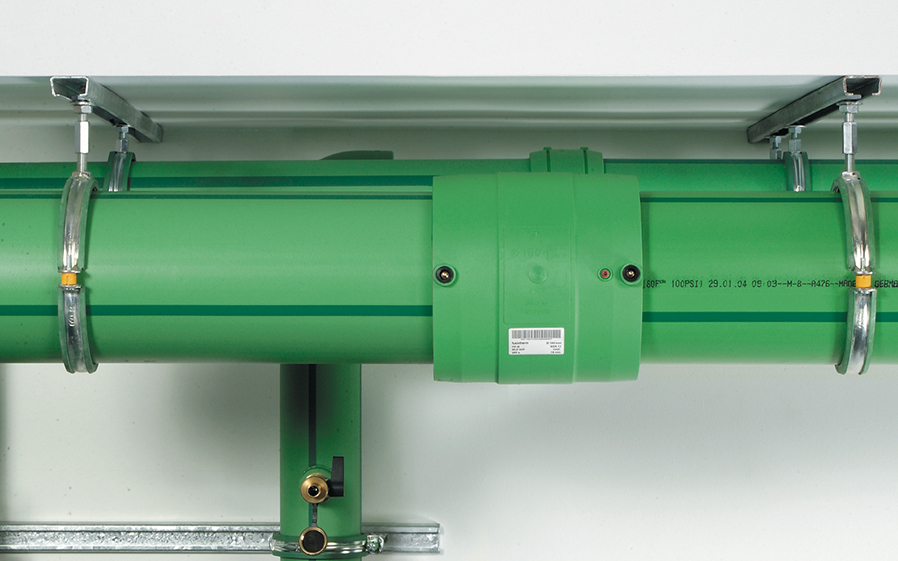
4. A hegesztés menete
- A karmantyút úgy állítsuk be, hogy a hézag a kerülete mentén egyenletes nagyságú legyen.
- A hegesztőgépen beállítani a cső átmérőt
- A hegesztőgép kijelzőjén megjelenő adatokat összehasonlítani a gépre felragasztott matrica adataival.
- Elindítani és felügyelni a hegesztési folyamatot. (A hegesztési folyamat alatt – egészen a teljes lehűlésignem
szabad a kötési helyet mozgatni, vagy külső erőkkel terhelni) - Hűlési idő és nyomáspróba
A hegesztett csőkötést terhelni, vagy mozgatni ill. a rögzítést eltávolítani csak a teljes hűlési idő letelte után szabad.
A minimálisan előírt hűlési idő az aquatherm elektrokarmantyúkon fel van tüntetve. 25° C feletti környezeti hőmérsékletnél, ill. erős napsűtésben a hűlési időt meg kell növelni.
Üzemi nyomás
Az Elektrokarmantyúk NNY 20 nyomásfokozatnak felelnek meg. Az üzemi hőmérséklet az üzemi nyomás és az élettartam közti összefüggést a “ Megengedett üzemi nyomások” táblázat tartalmazza.
Az elektrokarmantyús kötéstechnikához további adatokat talál az aquatherm-elektrokarmantyú hegesztőgép kezelési útmutatójában
Javítási munkák elektrokarmantyúval
A sérült csőből merőlegesen vágjunk ki 3-4 karmantyúnyi darabot, úgy hogy a sérülés a kivágott szakasz közepébe essen. Illesszünk be egy új csődarabot a kivágott helyére. A régi cső végeit úgy készítsük elő, mint egy új szerelésnél. Az új csődarabot mindkét végénél hántoljuk le a hántoló géppel, egy kicsit hosszabban, mint egy karmantyú. A két karmantyút vegyünk ki a csomagolásból. Húzzuk fel a karmantyúkat az új cső két végére, túlhúzva a cső végződésén.
Illesszük az új csődarabot a helyére, húzzuk át a karmantyúkat a régi csővégekre a betolási mélységek jeleiig. Ebben az estben különösen figyeljünk arra, hogy a csövek pontosan illeszkedjenek és feszültségmentesek legyenek a hegesztési folyamat megkezdése előtt.
Csőhegyező

A hegesztendő csővégeket le kell vágni, meg kell hántolni
Az elektrokarmantyút belülről meg kell tisztítani

Az elektrokarmantyút feltolni a csővégre


A második, szintén meghámozott és megtisztított, cső betolása
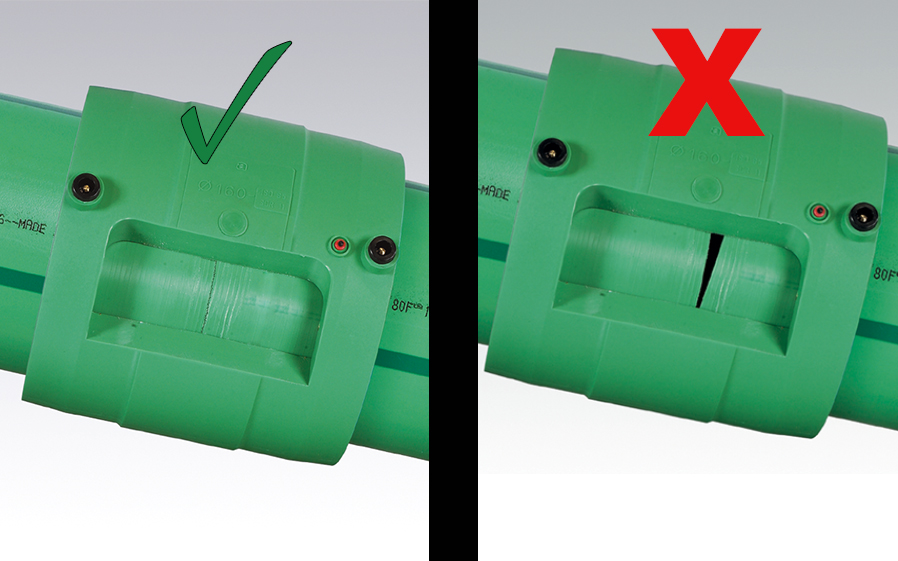
Egy optimális, stabil hegesztési eredmény eléréséhez fontos, hogy az elektrokarmantyúban levő két csővég hézagmentesen érintkezzen!
A hegesztőgépen a karmantyú átmérőjét beállítani. Hegesztési folyamatot indítani. Hűlési időt biztosítani. KÉSZ!
